

- введение
- Технологическая инструкция по дуговой сварке WPS
- Пробные разъемы для распознавания технологии сварки
- материал
- Метод сварки
- Объем исследований
- Объем исследований
- Визуальное исследование VT
- Рентгенографические исследования РТ или УЗИ
- Контроль поверхностных трещин (метод PT или MT)
- Поперечное растяжение РМ
- Испытание на поперечный изгиб RG
- Испытание на удар KCV
- Испытание на твердость HV
- Макроскопические исследования
- суммирование
- Более важные стандарты и используемые материалы

Все заводы, производящие и ремонтирующие ответственные конструкции, должны иметь подтверждение и квалификацию правильности используемых технологий сварки.
- вход
- Технологическая инструкция по дуговой сварке WPS.
- Пробные разъемы для распознавания технологии сварки.
- Материал.
- Метод сварки.
- Объем исследований.
- суммирование
введение
 Все заводы, производящие и ремонтирующие ответственные конструкции, должны иметь подтверждение и квалификацию правильности используемых технологий сварки. Основным документом, описывающим процедуру признания технологии сварки стали и область квалификаций, является европейский стандарт PN-EN ISO 15614-1. Этот стандарт заменил ранее используемый стандарт PN-EN 288-3: 1994 / A1, 2002.
Все заводы, производящие и ремонтирующие ответственные конструкции, должны иметь подтверждение и квалификацию правильности используемых технологий сварки. Основным документом, описывающим процедуру признания технологии сварки стали и область квалификаций, является европейский стандарт PN-EN ISO 15614-1. Этот стандарт заменил ранее используемый стандарт PN-EN 288-3: 1994 / A1, 2002.
Производитель разрабатывает предварительную инструкцию по технологии сварки - pWPS (в соответствии с ENISO 15606-1 или 2), которая используется для выполнения стандартизированного испытательного соединения в присутствии инспектора уполномоченного органа. Такое соединение передается в лабораторию, отвечающую требованиям PN-EN ISO / IEC 17025 для неразрушающего и разрушающего контроля. В случае отрицательной оценки разъема, необходимо проверить pWPS и сделать новый разъем. Положительные результаты исследований позволяют квалифицировать технологию уполномоченным органом (например, UDT, TŐV, PRS, Lloyd Register, Bureau Veritas и т. Д.)
Варминско-Мазурский университет в Ольштыне
Доктор Инь. Stabryła Jan
Доктор Инь. Дутка Кшиштоф
- вход
- Технологическая инструкция по дуговой сварке WPS.
- Пробные разъемы для распознавания технологии сварки.
- Материал.
- Метод сварки.
- Объем исследований.
- суммирование
Технологическая инструкция по дуговой сварке WPS
«Руководство по процессу дуговой сварки» - описывает технологию сварки, используемую производителем. Инструкция до получения распознавания отображается как pWPS (предварительная спецификация процедуры сварки) - начальная инструкция по технологии сварки. Форма PWPS включает в себя:
- общие данные, такие как: номер, имя изготовителя, имя сварщика, выполняющего испытательное соединение, наименование проверяющего органа,
- данные о соединении: метод сварки (согласно PN-EN 24063), тип соединения (в соответствии с символикой, используемой в PN-EN 287.1), метод подготовки кромок, маркировка материалов (согласно CR ISO 15608), марки материалов (согласно
- сертификат), толщина материала, наружный диаметр трубы, положение сварки (согласно EN-ISO6947),
- Детали подготовки к сварке: чертеж стыка, метод скашивания, размеры зазора и порога, метод склеивания, порядок сварки,
- детали сварки: номер стежка, метод сварки, размер связующего, напряжение, интенсивность, тип и полярность сварочного тока, скорость проволоки, скорость сварки, линейная энергия сварки,
- данные о материалах: тип связующего (маркировка в соответствии со стандартом, указания изготовителя, рекомендации по сушке), расход защитного и образующего газа, тип и диаметр негорючего электрода,
- Другое: метод удаления корневого гребня, предварительный нагрев и промежуточная температура, термообработка, дополнительная информация,
- данные лица, разрабатывающего ПРМ, и данные инспектора, проводящего признание.
- вход
- Технологическая инструкция по дуговой сварке WPS.
- Пробные разъемы для распознавания технологии сварки.
- Материал.
- Метод сварки.
- Объем исследований.
- суммирование
Пробные разъемы для распознавания технологии сварки
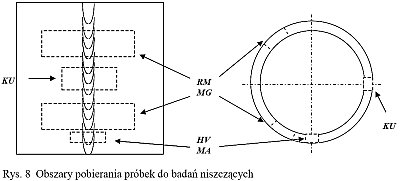
Стандарт PN-EN ISO 15614-1 предусматривает 4 типа соединений (определяет их минимальные размеры из-за толщины соединения и диапазона, необходимого для проведения неразрушающих и неразрушающих испытаний)
деструктивный):
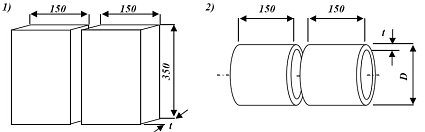
Рис. 1 - Стыковой шов в соединениях с полным проникновением листового металла,
Рис. 2 - Стыковой шов в стыках с полным проникновением труб,
- вход
- Технологическая инструкция по дуговой сварке WPS.
- Пробные разъемы для распознавания технологии сварки.
- Материал.
- Метод сварки.
- Объем исследований.
- суммирование
материал
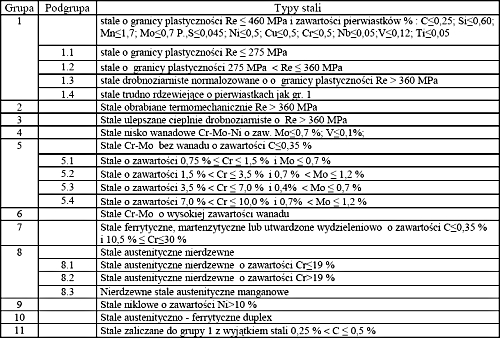
Основные сварочные материалы были классифицированы по 11 группам. В таблице 1 представлены примеры наиболее распространенных стальных групп.
Таблица 1
Классификация стали по группам в соответствии с CR ISO 15608; 2002 (U) с особым акцентом на наиболее часто используемые группы 1.5 и 8.
- вход
- Технологическая инструкция по дуговой сварке WPS.
- Пробные разъемы для распознавания технологии сварки.
- Материал.
- Метод сварки.
- Объем исследований.
- суммирование
Метод сварки
Наиболее часто используемые методы дуговой сварки в соответствии с указаниями PN-EN 24063 включают в себя:
111 - ручная дуговая сварка покрытыми электродами,
121 - дуговая сварка под флюсом,
131 - дуговая сварка плавящимся электродом в экране инертного газа - МИГ,
135 - дуговая сварка плавящимся электродом в щитке активного газа МАГ,
141 - сварка в щитах инертного газа негорючим электродом TIG.
151 - плазменная сварка
- вход
- Технологическая инструкция по дуговой сварке WPS.
- Пробные разъемы для распознавания технологии сварки.
- Материал.
- Метод сварки.
- Объем исследований.
- суммирование
Объем исследований
Стандарт PN-EN15614-1 предполагает объем испытаний испытательных соединений, из которого фрагмент, касающийся наиболее распространенных стыковых сварных швов листов и труб с полным проникновением, представлен в таблице 2:
Таблица 2
Объем испытаний выбранных тестовых соединений
Тестовое соединение Тип теста Диапазон тестирования стыкового соединения с полным
переплавка - согласно рисункам 1 и 2
- визуальный
- рентгенографический или ультразвуковой
- контроль поверхностных трещин
- испытание на поперечное растяжение
- испытание на изгиб
- испытание на удар
- испытание на твердость
- макроскопическое исследование
- 100%
- 100%
- 100%
- 2 образца
- 4 образца
- 2 комплекта
- требуется
- 1 образец
- вход
- Технологическая инструкция по дуговой сварке WPS.
- Пробные разъемы для распознавания технологии сварки.
- Материал.
- Метод сварки.
- Объем исследований.
- суммирование
Объем исследований
Стандарт PN-EN15614-1 предполагает объем испытаний испытательных соединений, из которого фрагмент, касающийся наиболее распространенных стыковых сварных швов листов и труб с полным проникновением, представлен в таблице 2:
Таблица 2
Объем испытаний выбранных тестовых соединений
Тестовое соединение Тип теста Диапазон тестирования стыкового соединения с полным
переплавка - согласно рисункам 1 и 2
- визуальный
- рентгенографический или ультразвуковой
- контроль поверхностных трещин
- испытание на поперечное растяжение
- испытание на изгиб
- испытание на удар
- испытание на твердость
- макроскопическое исследование
- 100%
- 100%
- 100%
- 2 образца
- 4 образца
- 2 комплекта
- требуется
- 1 образец
- вход
- Технологическая инструкция по дуговой сварке WPS.
- Пробные разъемы для распознавания технологии сварки.
- Материал.
- Метод сварки.
- Объем исследований.
- суммирование
Визуальное исследование VT
Визуальный контроль всего разъема выполняется в соответствии с PN-EN 970. Освещенность должна составлять не менее 350 лк (рекомендуется 500 лк), при угле обзора не менее 30 o и расстоянии от испытуемой поверхности до 600 мм. Эффекты хорошей контрастности и выпуклости могут быть достигнуты с помощью искусственного (бокового) освещения и увеличительного стекла с небольшим увеличением. Если нет доступа к трубе, рекомендуется использовать такие аксессуары, как угловые зеркала, бороскопы, эндоскопы или микрокамеры. Чтобы оценить размер и интенсивность сварочных несовместимостей, вы можете использовать линейки, слайды, датчики и другое метрологическое оборудование. Несовместимость при сварке, ранее известная как «недостаток», - это любое отклонение от идеального сварного соединения. Критерий приемлемости: уровень качества PJA B (высокое качество) в соответствии с PN-EN ISO 5817 для стали и PN-EN 30042 для алюминиевых дуговых сварных соединений и их сплавов.
Наиболее распространенные несоответствия при сварке, определенные в соответствии с PN-EN ISO 6520-1: чрезмерный сварной шов (502), отсутствие проплавления (402), корневой сток (504), затопление торцом (5011 непрерывный, 5012 прерывистый), корневое затопление (5013) линейное (507) и угловое смещение (508). Часто соединения с брызгами и следами предоставляются для тестирования
механическая обработка и неравенство лица. В угловых сварных швах наиболее распространенной несовместимостью является асимметрия (512). Пример несоответствия, обнаруженного визуальным методом, показан на рисунке 5

Рис.5. Пример несовместимости в одностороннем сварном соединении - вид со стороны ребра. Без переплавки (402), отвод хребта (504), сосулька (5041).
- вход
- Технологическая инструкция по дуговой сварке WPS.
- Пробные разъемы для распознавания технологии сварки.
- Материал.
- Метод сварки.
- Объем исследований.
- суммирование
Рентгенографические исследования РТ или УЗИ
В зависимости от геометрии, материалов и производственных требований, испытательные соединения должны быть проверены радиографическим методом в соответствии с PN-EN 1435 или ультразвуковым PN-EN 1714. Из многолетнего опыта видно, что соединения из стальных листов толщиной до 10 мм наиболее предпочтительно проверяются радиографическим методом, а для большей толщины - ультразвуком. Исключением являются соединения из аустенитной стали, для которых метод UT не рекомендуется. Соединения труб диаметром до 100 мм рентгенографически излучаются эллиптическим методом, а выше этого диаметра - методом через две стенки.
Критерий приемки для метода RT: уровень приемки 1 согласно PN-EN 12517, соответствующий уровню качества PJA B согласно PN-EN-ISO 5817 для стали и PN-EN 30042 для дуговых сварных соединений алюминия и его сплавов.
Критерий приемки для метода UT: уровень приемки 2 согласно PN-EN 1712, соответствующий уровню качества PJA B согласно PN-EN-ISO 5817 для стали и PN-EN 30042 для дуговых сварных соединений алюминия и его сплавов. В обоих методах требуется класс испытания B. Наиболее частые дефекты сварки, обнаруживаемые объемными методами: отказы переплава (402), волдыри (2011) и выходы пузырьков (2013), прилипание (401), трещины (100) и включения посторонних металлов (304 ).
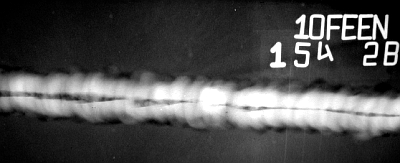
Пример несовместимости, обнаруженный радиографическим методом, показан на рис. 6 а и б
а)
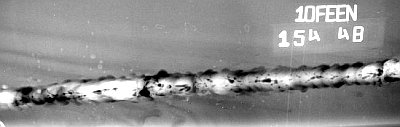
б)
- вход
- Технологическая инструкция по дуговой сварке WPS.
- Пробные разъемы для распознавания технологии сварки.
- Материал.
- Метод сварки.
- Объем исследований.
- суммирование
Контроль поверхностных трещин (метод PT или MT)
Обнаружение поверхностных неоднородностей внутри сварного шва, в частности зоны термического влияния, выполняется в зависимости от типа материала методом проникновения или магнитным методом. Испытания на проникновение PT должны проводиться в соответствии с рекомендациями стандарта PN-EN 571-1 и критериями оценки в соответствии со стандартом PN-EN 1289. Метод применяется ко всем строительным материалам.
Стандарт PN-EN 1289 делит линейные указания, при которых длина в три раза больше ширины, и нелинейная, когда она меньше или равна. Для выявления небольших расхождений рекомендуются высокочувствительные пенетранты для гладкой поверхности. Ширина тестируемой поверхности должна включать сварной шов и мин. 10 мм с обеих сторон. Оценка показаний должна проводиться после истечения минимального времени вызова, но до ухудшения показаний. Уровень приемлемости PAK-2X, соответствующий уровню качества PJA B при испытаниях на проникновение, требует гладкой поверхности без брызг. Оцениваемая поверхность должна освещаться белым светом с интенсивностью мин. 500 лк на поверхности, протестированной цветными пенетраторами. В случае флуоресцентных пенетрантов оцениваемая площадь не должна иметь больше белого света, чем 20 люкс, а интенсивность ультрафиолетового излучения должна составлять 10-50 Вт / см2. Радиометры и люксметры должны иметь действующий сертификат калибровки. Оценка результатов испытаний PT состоит в измерении длины линейных показаний или более длинной оси нелинейных показаний и проверке, находятся ли они в пределах, соответствующих уровням приемки, т.е. для PAK 2X - линейное указание l <= 2 мм и нелинейное указание d <= 6 мм.
Магнитно-тектонический метод МТ может быть использован для изучения ферромагнитных материалов. Магнитные испытания МП должны проводиться в соответствии с рекомендациями стандарта PN-EN 1290 и критериями оценки согласно стандарту PN-EN 1291. Как и в случае испытаний на проникновение, уровень качества PJA B соответствует уровню приемлемости PAK-2X. Символ Х- означает, что показания линии должны соответствовать уровню приемки ПАК-1. Оценка результатов испытаний МП состоит в измерении длины линейных показаний или более длинной оси нелинейных показаний и проверке, не попадают ли они в пределы, соответствующие уровням приемки. PAK-2X допускает линейное отображение <1 = 1,5 мм и нелинейную индикацию d <= 3 мм. Для совместных испытаний с требуемым уровнем приемлемости PAK-2X требуются гладкая поверхность и флуоресцентные или цветовые средства обнаружения с контрастным веществом.

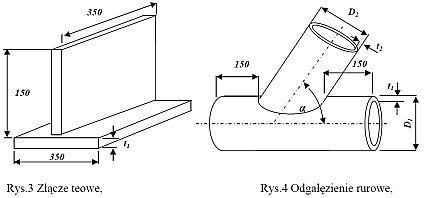
Рис.7. Пример испытания на проникновение соединения тройника со стороны гребня. Видно постоянное отсутствие проникновения и сеть эксплуатационных усталостных трещин.
- вход
- Технологическая инструкция по дуговой сварке WPS.
- Пробные разъемы для распознавания технологии сварки.
- Материал.
- Метод сварки.
- Объем исследований.
- суммирование
Поперечное растяжение РМ
Это разрушающее испытание, проводимое в соответствии со стандартом PN-EN 895. Образцы полос (b = 25 мм) отбираются из пластин или труб диаметром более 50 мм. Трубы диаметром менее 50 мм могут быть полностью растянуты.
Суставы удаляются перед растяжением, чтобы удалить лицо и корень до уровня исходного материала. Исключением является гребень в тонких трубках. Прочность на растяжение, определяемая как предел кратковременного сопротивления Rm [МПа], не должна быть ниже требуемого минимального значения прочности для основного материала. Значения Rm для комбинированных материалов определяются на основе стандартов на материалы и стандартов на продукцию. Прорыв должен произойти вне сварного шва. Испытание также считается положительным, когда в сварном шве происходит прорыв, однако значение Rm будет выше минимального значения для исходного материала.
- вход
- Технологическая инструкция по дуговой сварке WPS.
- Пробные разъемы для распознавания технологии сварки.
- Материал.
- Метод сварки.
- Объем исследований.
- суммирование
Испытание на поперечный изгиб RG
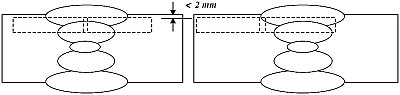
Испытание на изгиб проводят в соответствии со стандартом PN-EN 910. Образцы полос (b = 20 мм), взятые со стенок стыка, подвергают механической обработке и сгибают на оправке диаметром d = 4t. Опорные ролики диаметром 50 мм разнесены в 7 раз больше толщины гибочного материала. Из материала толщиной менее 12 мм берут два образца для изгиба с гранью (FBB1 и FBB2) и два образца для растяжения гребня (RBB1 и RBB2). При изгибе при 180 o они не должны иметь трещин. Допускаются одиночные разрывы длиной не более 3 мм. В случае одного разрыва образца разрешается сделать два дополнительных образца из данного соединения. Если результат любого из них отрицательный, тогда весь сустав оценивается отрицательно. На стыках толщиной более 12 мм изготавливаются 4 образца для изгибания в стороны (SBB1-4). Для материала с удлинением А <20% диаметр изгибающей оправки определяется по формуле: d = (100 т / А) - т [мм]. В случае неадекватного выбора дополнительного материала наблюдается неравномерная деформация сварного шва. Рис. 9a.

Рис.9 Образцы стыковых соединений после изгиба. Образец а - отсутствие деформации сварного шва указывает на твердость связующего материала, образец б - правильная деформация.
- вход
- Технологическая инструкция по дуговой сварке WPS.
- Пробные разъемы для распознавания технологии сварки.
- Материал.
- Метод сварки.
- Объем исследований.
- суммирование
Испытание на удар KCV
Чтобы оценить устойчивость соединения к динамическим нагрузкам, испытание по Шарпи V проводят в соответствии с PN-EN 875. Испытания проводятся для материалов толщиной 12 мм. Используются два набора образцов размером 10 x 10 x 55 мм - один для сварного шва и один для зоны термического влияния (HAZ). Для толщины t> 50 мм отбираются дополнительные комплекты образцов, один из сварных швов и один из зоны термического влияния - середина или сторона ребра. Критерием приемлемости является энергия разрушения, которая должна соответствовать значению стандарта в отношении основного материала.
- вход
- Технологическая инструкция по дуговой сварке WPS.
- Пробные разъемы для распознавания технологии сварки.
- Материал.
- Метод сварки.
- Объем исследований.
- суммирование
Испытание на твердость HV
Испытание на твердость по Виккерсу HV проводится при нагрузке 10 кг (98,1 Н) в соответствии со стандартом PN-EN 1043-1. Исследования не требуются для материалов группы 1.1 и групп 8 и 4.1 - 4.8. Для других материалов, в зависимости от толщины стенки, выполняется от 1 до 3 рядов отпечатков на глубине до 2 мм от поверхности стыка. Для швов толщиной менее 5 мм выполняется только один ряд отпечатков. Отпечатки сделаны в материале
родная, хаз и сварка. Критерий приемки: максимальная твердость не должна превышать 320-380 HV - в зависимости от группы материалов и количества стежков, а разница между твердостью соединения и исходным материалом не должна превышать 100 HV.
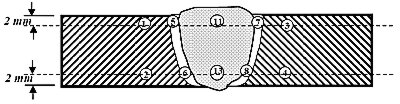
Рисунок 11. Точки измерения твердости в одностороннем соединении t10 мм.
- вход
- Технологическая инструкция по дуговой сварке WPS.
- Пробные разъемы для распознавания технологии сварки.
- Материал.
- Метод сварки.
- Объем исследований.
- суммирование
Макроскопические исследования
Оценка внутренней структуры шва на основе макроскопических исследований выполняется в соответствии со стандартом PN-EN 1321, чтобы была видна линия проникновения в основной материал, зону термического влияния (HAZ) и систему многоступенчатой сварки. Поперечное сечение шва подвергается шлифовке, полировке и травлению. В случае стали, реагент Адлера обычно используется для пищеварения. Критерий приемлемости согласно PN-EN ISO 15614-1, пункт 7.5, требует, чтобы соединители были в классе качества B с допуском чрезмерной отливки и утечки корня в классе C. Макроскопическое изображение документировано фотографическим методом. Наиболее часто используемое увеличение составляет 2 ¸10 раз.
Наиболее часто видимыми на макро-участках сварочной несовместимости являются волдыри, клей и отсутствие плавления.
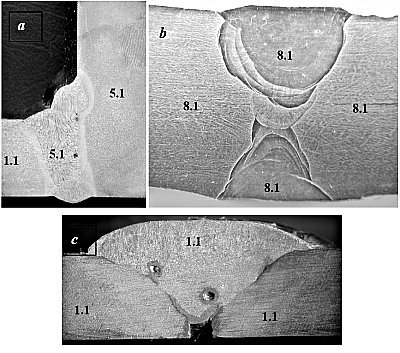
Рис. 12. Макроскопические срезы реагентов Адлера, переваренные а) Угловые t10,0 / t20.0 с термически обработанной сталью с полным проникновением 1.4307 - видимые пузырьки газа, b) Стык t10 мм из стали 1.4301 - видимая структура с многогазовой сваркой, расслоение листа с правой стороны c ) опора t5,0, сталь P265 GH - отсутствие проникновения в ребро, пузырьки газа и прилипание кромки.
- вход
- Технологическая инструкция по дуговой сварке WPS.
- Пробные разъемы для распознавания технологии сварки.
- Материал.
- Метод сварки.
- Объем исследований.
- суммирование
суммирование
Признание подтверждает компетентность производителя в разработке технологии сварки и правильность всех практических операций, необходимых для правильной работы сварных соединений. Признание квалификации производителя повышает доверие к его компании и, безусловно, будет способствовать увеличению количества заказов.
Более важные стандарты и используемые материалы
- [1] PN-EN 729.1. Сварка металлов. Руководство по выбору качества и требований к применению.
- [2] PN-EN 729.2. Сварка металлов. Полные требования к качеству при сварке.
- [3] PN-EN 287.1. Сварка. Обследование сварщиков. Постоянно.
- [4] PN-EN 24063: Сварка, сварка и пайка металлов. Список методов и их числовая маркировка в договорном представлении соединений на чертежах.
- [5] PN-EN ISO 6947: сварные швы. Сварочные позиции. Определение углов наклона и поворотов.
- [6] PN-ISO 6520-1 Классификация несоответствий геометрической сварки.
- [7] PN-EN ISO 15614-1 Испытание технологии сварки.
- [8] PN-EN ISO 6507-1 Измерение твердости по методу Виккерса. Испытание технологии сварки.
- [9] PN-EN ISO 1043-1 и PN-EN ISO 1043-2 Разрушающие испытания сварных соединений. Испытания на твердость.
- [11] PN-EN 970 Разрушающие испытания сварных соединений. Визуальные осмотры.
- [12] PN-EN 5817 Стальные соединители, сваренные дугой. Рекомендации по определению уровней качества по несовместимости сварки.
- [13] PN-EN 30042 Дуговые сварные соединения алюминия и его сплавов. Рекомендации по определению уровней качества по несовместимости сварки.
- [14] PN-EN 875 Испытание на удар. Размещение образца, направление надреза и проверка.
- [15] PN-EN 571-1 Испытание на проникновение.
- [16] PN-EN 1290 Магнитно-порошковые испытания сварных соединений.
- [17] PN-EN 1435 Радиографический контроль сварных соединений.
- [18] PN-EN 1714 Ультразвуковой контроль сварных соединений
- [19] PN-EN 910 Разрушающие испытания сварных соединений. Испытание на изгиб
- [20] PN-EN 1321 Разрушающие испытания сварных металлических соединений. Макроскопическое и микроскопическое исследование сварных соединений.
- [21] Директива по давлению 97/23 / EEC
Была ли статья полезна для вас?
Хотите получать информацию о новых статьях? Оставьте нам свой адрес электронной почты.
Хотите получать информацию о новых статьях?
